












I. CÔNG TÁC CHUẨN BỊ
1.1. Công tác nội nghiệp
Căn cứ vào hồ sơ thiết kế, bản vẽ thi công cọc BTCT, các yêu cầu của Chủ đầu tư và hiện trạng thực tế khu vực thuộc dự án, Nhà thầu tiến hành lập biện pháp thi công cọc gồm các nội dung:
[1] Thiết kế thành phần cấp phối bê tông cọc;
[2] Tổ chức lập và đệ trình Biện pháp công nghệ thi công đúc và đóng cọc;
[3] Lựa chọn các thiết bị dự định sẽ đưa vào thi công: Phần này tùy vào quy mô cọc BTCT, năng lực thiết bị của Nhà thầu mà Nhà thầu sẽ lựa chọn loại thiết bị đóng cọc, các thiết bị liên quan khác hoặc đi thuê bên ngoài đơn vị;
[4] Lập kế hoạch tổ chức thi công bao gồm các kế hoạch huy động nhân lực, vật tư, thiết bị máy móc…;
[5] Kế hoạch đảm bảo chất lượng quá trình thi công đúc và đóng cọc, quy trình hạ cọc phù hợp theo điều kiện đất nền, cách bố trí đài cọc, số lượng cọc trong đài, phương pháp kiểm tra độ thẳng đứng, kiểm tra mối hàn, cách đo độ chối, biện pháp an toàn và đảm bảo vệ sinh môi trường…;
[6] Lập kế hoạch đảm bảo an toàn trong suốt quá trình thi công đóng cọc;
[7] Lập kế hoạch quản lý vệ sinh môi trường, ô nhiễm tiếng ồn (nếu gần khu vực dân sinh hoặc theo quy định nghiêm ngặt của dự án);
[8] Lập tiến độ thi công chi tiết với các mũi thi công dự kiến phù hợp với tiến độ yêu cầu của Chủ đầu tư;
[9] Lập sơ đồ theo dõi công tác đúc và đóng cọc;
[10] Nghiên cứu hồ sơ các lớp địa chất mà cọc xuyên qua;
[11] Dự kiến các tình huống và sự cố xảy và các phương án phòng ngừa, biện pháp xử lý;
[12] Tổ chức chuẩn bị hồ sơ nghiệm thu đúc và đóng cọc, danh mục hồ sơ thí nghiệm…;
[13] Training cho các cán bộ kỹ thuật quy trình công nghệ, nội quy quy định trước khi triển khai công việc.
1.2. Công tác hiện trường
Nhập vật liệu xi măng, cát đá, sika, thép các loại và tiến hành các thí nghiệm theo quy định trước khi đưa vật liệu vào sử dụng.
Nếu cọc được sản xuất tại hiện trường thì tiến hành tổ chức trộn thử thiết kế cấp phối cấp phối bê tông cọc và nén mẫu thử theo quy định trong chỉ dẫn kỹ thuật dự án…
Thông thường công tác thi công đóng cọc được triển khai ở thời điểm thiết lập công trường vì vậy mọi sự chuẩn bị cho công việc này gần như là từ đầu.
Đối với công tác đóng cọc trên cạn
– San ủi mặt bằng phục vụ công tác đúc cọc và mở đường di chuyển cho hệ búa và cẩu ra vào khu vực thi công cọc.
– Đo đạc xác định phạm vi công trường, chuyển gửi các mốc trắc đạc phục vụ thi công (nếu có);
– Lắp đặt đường di chuyển thiết bị đóng cọc.
– Tập kết vật tư thiết bị.
– Định vị các vị trí tim cọc thử.
Đối với công tác đóng cọc dưới nước:
– Tập kết vật tư thiết bị;
– Thi công mố nhô, bến tạm (nếu có);
– Tiến hành thi công hệ sàn đạo phục vụ thi công đóng cọc.
– Tập kết máy móc thiết bị gồm hệ búa, cần cẩu, sà lan,… trước khi đóng cọc.
Tùy vào tình hình, tiến độ thi công, điều kiện thi công… mà sẽ có các máy móc thiết bị, phương tiện thi công khác nhau (chủng loại, số lượng…). Sau đây là một ví dụ bảng danh mục thiết bị thi công chính.
Bảng: Danh mục thiết bị chính thi công đóng cọc
|
STT |
|
ĐVT |
SỐ LƯỢNG |
GHI CHÚ |
|
1 |
Giàn búa đóng cọc |
bộ |
1 |
|
|
2 |
Cần cẩu phục vụ >25T |
Cái |
1 |
|
|
3 |
Trạm trộn bê tông công suất >50m3/h |
trạm |
1 |
|
|
4 |
Búa rung |
Cái |
1 |
Thi công mố nhô, hệ sàn đạo… |
|
5 |
Xà lan (400~600)T + Tàu kéo |
Cái |
2 |
Số lượng chọn tùy số mũi thi công |
|
6 |
Máy phát điện 150 KVA |
Cái |
1 |
|
|
7 |
Máy hàn 300A |
Cái |
2 |
|
|
8 |
Máy toàn đạc điện tử |
Bộ |
1 |
|
|
9 |
Máy thủy bình |
Bộ |
1 |
|
|
10 |
Bộ ga, oxy |
Bộ |
1 |
2. CÔNG TÁC ĐÚC CỌC BTCT
2.1. Công tác chuẩn bị cho việc đúc cọc
Mặt bằng đúc cọc được chọn với diện tích đáp ứng được số lượng mũi thi công, tốc độ thi công cọc theo tuần, theo ngày, theo tuổi bê tông cọc đáp ứng để giải phóng cọc tạo mặt bằng thi công các đoạn cọc tiếp theo.
Bề mặt bãi đúc cọc được bố trí bằng phẳng và đủ chịu lực trong quá trình đúc cọc và chuyển cọc.
Chuẩn bị số lượng bộ ván khuôn đúc cọc.
Các biện pháp bảo dưỡng bê tông cọc…
2.2. Máy móc thiết bị dùng cho đúc cọc
- 1. Trạm trộn bê tông tươi hoặc máy trộn bê tông.
- 2. Máy hàn 23 KW.
- 3. Máy thủy bình.
- 4. Đầm dùi.
- 5. Cẩu long môn với sức nâng 10T.
- 6. Máy bơm nước.
- 7. Cẩu thùng 10T.
- 8. Máy uốn thép 5KW.
- 9. Xe nâng.
- 10. Các vật tư phụ khác như que hàn 4.2mm, kẽm buộc, ôxy ga…
2.3. Công tác ván khuôn cọc
- Ván khuôn cọc có thể là ván khuôn gỗ hoặc ván khuôn thép. Nếu là ván khuôn thép thì có thể là thép tấm dày từ (6~10)mm hoặc từ ván khuôn được gia công có thép tấm dày từ (2.2 ~ 3)mm hàn nối với các sườn tăng cường và thép góc…
- Bề mặt ván khuôn sẽ được đảm bảo phẳng và được bôi một lớp chống dính bám bằng sika.
- Quá trình lắp đặt ván khuôn được tuân thủ đúng theo vị trí định vị trên mặt bằng, định vị cố đinh ván khuôn xuống bãi đúc, lắp đặt ván khuôn đúng kích thước, đúng quy cách của cọc.
- Ván khuôn bịt đầu, mũi cọc được gia công bằng thép tấm dày 5mm.
2.4. Công tác gia công lắp đặt cốt thép
- Cốt thép được gia công theo tiêu chuẩn được thể hiện trong hồ sơ thiết kế các yêu cầu kỹ thuật của dự án.
- Thép trước khi dùng được kéo thử vật liệu để xác định cường độ thực, việc thí nghiệm này có sự công nhận của tư vấn giám sát. Thép sử dụng vào công trình đáp ứng yêu cầu kỹ thuật và được giám sát đồng ý.
- Cốt thép được vệ sinh sạch sẽ trước khi đưa vào sử dụng, không rỉ sét, không dính dầu, đất.
- Thép được bảo quản để cách mặt đất 20cm và được che đậy cẩn thận, thép được đặt từng lô sao cho dễ nhận biết, dễ sử dụng, thép chủ được nắn thẳng, cắt đúng kích thước, đảm bảo thép đúng chủng loại thiết kế.
- Cốt thép đai được kéo thẳng bằng tời, cắt bằng máy cắt, uốn bằng bàn uốn hoặc bằng máy theo đúng kích thước thiết kế, khoảng cách cốt đai buộc đúng yêu cầu thiết kế.
- Thép đai liên kết với thép chủ bằng bằng dây kẽm buộc 1mm.
- Thép chủ được liên kết với hộp chi tiết đầu cọc bằng liên kết hàn, sử dụng que hàn 4.2mm.
- Hộp chi tiết đầu cọc được gia công đảm bảo 4 cạnh của mặt cọc được bố trí nằm cùng một mặt phẳng, đảm bảo vuông đúng theo kích thước thiết kế.
- Cốt thép cọc được gia công, lắp dựng từng lồng theo từng lồng theo thiết kế và được cán bộ giám sát nghiệm thu trước khi lắp đặt vào ván khuôn.
2.5. Bê tông cọc
- Bê tông để đúc cọc sẽ dùng bê tông trộn tại trạm trộn ở công trường, trộn đúng theo cấp phối bê tông thiết kế.
- Bê tông được di chuyển từ trạm trộn tới bãi đúc cọc bằng thiết bị xe bồn. Khi bê tông tới công trường cán bộ kỹ thuật sẽ kiểm tra chất lượng của bê tông với thí nghiệm độ sụt của bê tông, kiểm tra niêm chì, thời gian xe khởi hành, thời gian đến công trường và thời gian bắt đầu và kết thúc đổ bê tông…
- Vật liệu xi măng, cát đá trước khi trộn bê tông đảm bảo sạch, không lẫn tạp chất, có thí nghiệm kiểm tra thành phần hạt. Vật được trộn theo đúng tỷ lệ của thiết kế cấp phối được duyệt.
- Sau khi kiểm tra chất lượng bê tông đạt yêu cầu cho công nhân tiến hành đổ bê tông, bê tông từ xe bồn xả ra thùng chứa bê tông và di chuyển tới vị trí đổ bằng cẩu long môn.
- Công tác đầm bê tông: sử dụng đầm dùi 1.5 KW để đầm bê tông cọc, bê tông đổ đến đâu đầm luôn đến đó, sử dụng bàn xoa để hoàn thiện mặt.
- Mặt ngoài của cọc phải đảm bảo phẳng, nhẵn. Mặt phẳng đầu cọc phải nhẵn và vuông góc với trục dọc của cọc. Đối với các đoạn mũi, mũi cọc phải trùng với tâm của cọc.
- Trong quá trình đổ bê tông cọc Nhà thầu sẽ lấy mẫu thí nghiệm tuân theo chỉ dẫn của dự án.
- Bảo dưỡng các cọc bê tông sau khi đúc thực hiện bằng phương pháp dưỡng hộ tự nhiên, sau khi đổ bê tông xong khoảng 4 đến 6 giờ, khi mặt bê tông se lại ấn tay không lún thì tiến hành tưới nước bảo dưỡng. Thời gian dưỡng hộ liên tục tối thiểu từ 3 đến 7 ngày tùy theo thời tiết ẩm ướt hay hanh khô. Những ngày tiếp theo luôn giữ cấu kiện ở trạng thái ẩm.
- Khi bê tông đạt trên 70% cường độ thiết kế thì tiến hành tháo giỡ ván khuôn. Dùng sơn màu đỏ viết vào đầu cọc và mặt cọc tên đoạn cọc, ngày tháng đúc cọc để kiểm soát quá trình đúc cọc cũng như quá trình ép cọc.
2.6. Kiểm tra nghiệm thu cọc sau khi hoàn thành công tác đúc cọc
- Cọc phải đúng kích thước thước, đúng chiều dài như thiết kế bản vẽ thi công đã đưa ra.
- Cọc sau khi hoàn thành phải thẳng không được công vênh, bề mặt bê tông phải nhẵn không được gồ ghề, không bị rỗ bê tông.
- Những sai số cho phép khi sản xuất cọc.
- Chiều dài lệch không quá ±1%, kích thước cạnh của tiết diện lệch không quá ±2mm.
- Độ lệch tâm mũi cọc <10mm, độ lệch tâm mặt đỉnh cọc so với mặt phẳng một góc với tim cọc 2%.
- Khoảng cách giữa các cốt thép cọc ±5mm.
- Bề dày lớp bê tông bảo vệ ±2mm.
- Kích thước hộp nối cọc ± 1mm.
- Bát hàn nối cọc và hộp nối phải phải đảm bảo khi lắp khe hở lớn nhất giữa 2 chi tiết này không được quá 3mm.
- Ván khuôn chế tạo cọc dùng ván khuôn thép và phải đảm bảo độ cong vênh của các mặt bên thân cọc <10mm.
- Trong quá trình thi công đơn vị thực hiện nghiêm túc quy trình nghiệm thu như sau: Nghiệm thu cốt thép → Nghiệm thu ván khuôn → Đổ bê tông.
III. CÔNG TÁC ĐÓNG CỌC BTCT
Trước khi thi công đóng cọc, Nhà thầu tiến hành các công tác chuẩn bị sau đây:
- Nghiên cứu điều kiện địa chất công trình và địa chất thuỷ văn, chiều dày, thế nằm và đặc trưng cơ lý của chúng;
- Thăm dò khả năng có các chướng ngại dưới đất để có biện pháp loại bỏ chúng, sự có mặt của công trình ngầm và công trình lân cận để có biện pháp phòng ngừa ảnh hưởng xấu đến chúng;
- Xem xét điều kiện môi trường đô thị (tiếng ồn và chấn động) theo tiêu chuẩn môi trường liên quan khi thi công ở gần khu dân cư và công trình có sẵn;
- Nghiệm thu mặt bằng thi công;
- Lập lưới trắc đạc định vị các trục móng và toạ độ các cọc cần thi công trên mặt bằng;
- Kiểm tra chứng chỉ xuất xưởng của cọc (nếu là cọc được mua hoặc sản xuất tại nhà máy);
- Kiểm tra kích thước thực tế của cọc (theo quy trình quy định);
- Chuyên chở và sắp xếp cọc trên mặt bằng thi công;
- Đánh dấu chia đoạn lên thân cọc theo chiều dài cọc;
- Tổ hợp các đoạn cọc trên mặt đất thành cây cọc theo thiết kế;
- Đặt máy trắc đạc để theo dõi độ thẳng đứng của cọc và đo độ chối của cọc.
Công tác đóng cọc sẽ được thực hiện khi cọc BTCT đạt cường độ theo quy định trong chỉ dẫn kỹ thuật của dự án. Để cho công tác đóng cọc được tiến hành liên tục thông thường Nhà thầu sẽ tập kết số lượng cọc nhất định đến gần vị trí cần đóng. Các cọc được xếp chồng lên nhau đảm bảo cọc không bị cong, vênh hoặc thậm chí gãy cọc khi chịu tải trọng bản thân cọc. Để thuận lợi cho việc lấy cọc, Nhà thầu có thể bố trí tà vẹt gỗ kê cọc…
Trước khi đóng cọc, Ban chỉ huy công trường tổ chức cuộc họp nội bộ Nhà thầu với toàn thể cán bộ kỹ thuật, đội trưởng thi công có liên quan nhằm nhắc nhở, quán triệt tư tưởng, phổ biến công nghệ thi công để mọi người trên dưới được thống nhất. Và một điều quan trọng nữa là trước khi đóng cọc Nhà thầu nên tổ chức cúng kính để xin phép thổ công để công việc được triển khai thuận lợi.
3.1. Công tác đóng cọc BTCT
– Lắp dựng giá búa, di chuyển giá đúng tim cọc, cân chỉnh cho giá búa thắng đứng, cân bằng.
– Dùng máy toàn đạc hoặc kinh vĩ đặt cố định để kiểm tra độ thẳng đứng hoặc độ xiên của cọc.
– Đối với công tác đóng cọc trên cạn: Dùng cẩu phục vụ cẩu cọc đặt trên đất. Sau đó cẩu cọc nằm ngang dần chuyển sang tư thế thẳng đứng và dựng cọc áp sát vào cần giá búa, đặt cọc chính xác vào vị trí, trục cọc nằm theo hướng thiết kế và trùng với tim búa. Cần giá búa ôm sát cọc và liên kết chặt chẽ với cọc, bảo đảm tim cọc đúng thiết kế.
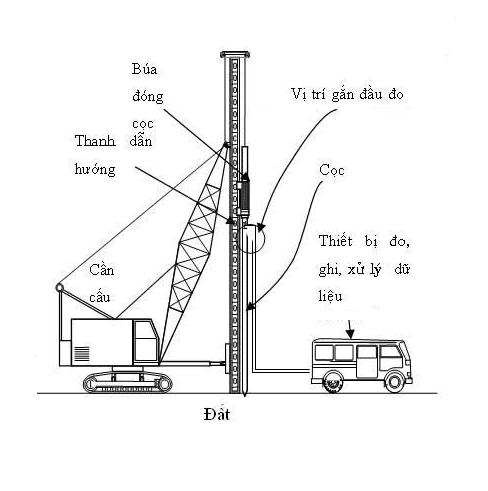
Đóng cọc thẳng đứng trên cạn
– Đối với công tác đóng cọc dưới nước: Cố định sà lan, di chuyển thiết bị đóng cọc sao cho đảm bảo độ xiên cọc theo thiết kế, dựng cọc áp sát vào giá búa, đặt cọc chính xác vào vị trí, trục cọc nằm theo hướng thiết kế và trùng với tim búa. Cần giá búa ôm sát cọc và bảo đảm tim cọc đúng theo thiết kế…
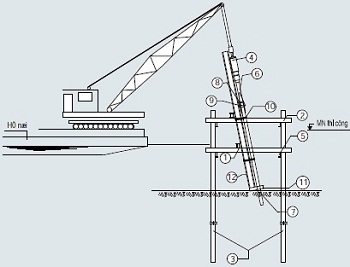
Đóng cọc xiên dưới nước
Dưới tác dụng của trọng lượng búa, cọc sẽ lún xuống một đoạn nhất định. Kiểm tra vị trí cọc lần cuối bằng máy trắc đạc rồi cho búa đóng nhẹ vài nhát để cọc cắm vào đất và kiểm tra độ ổn định của cọc, búa, hệ thống giá búa rồi cho búa hoạt động bình thường.
Trong quá trình đóng cọc, Nhà thầu thường xuyên theo dõi và đo độ lún theo từng đợt để xác định độ chối của cọc.
Độ chối của cọc đóng là độ lún trung bình của cọc dưới một nhát búa đóng (đối với búa rung là 1 phút làm việc).
– Đối với cọc chống phải đóng tới cao độ mũi cọc thiết kế.
– Với cọc ma sát phải đóng tới khi đạt độ chối thiết kế.
Để đóng cọc đến cao độ đầu cọc thiết kế, Nhà thầu sử dụng 1 cọc dẫn dài 4 – 5m bằng 2xI350 hàn ghép. Và để tránh lực xung kích lớn làm vỡ đầu cọc, trên đầu cọc có đệm gỗ và bao tải gai.
Lưu ý chúng ta lưu ý với các lớp địa tầng yếu và có chiều dày lớn để có biện pháp tránh tuột mất cọc.
IV. CÔNG TÁC ĐÓNG CỌC THỬ
- Trước khi đóng cọc đại trà, thông thường Nhà thầu sẽ đóng cọc thử với số lượng cọc thử theo quy định của thiết kế nhằm xác định chiều dài chính thức của cọc.
- Dùng sơn màu đậm, vẽ nét mảnh, sắc để chia vạch trên cọc, riêng đoạn đầu cọc thì chia vạch với mật độ dày để dễ đo và kiểm tra. Quá trình đóng cọc thử chia làm 2 đợt: đóng cọc lần đầu, đóng kiểm tra lại.
4.1. Đóng cọc lần đầu
- Cho búa hoạt động đúng trình tự đã nêu ở trên và ghi số lần đập búa trên mỗi mét lún sâu của cọc, riêng 1m cuối cùng ghi độ chối bình quân cho 1 hồi đập (cm/ phút)
- Trường hợp chưa đạt độ sâu chôn cọc như thiết kế thì đề cho cọc nghỉ 7 ngày, sau đó tiến hành đóng lại cho đến khi đạt độ chối thiết kế và báo cáo với Tư vấn thiết kế, Tư vấn giám sát để xử lý hoặc cho nối cọc đóng thêm cho đến khi đạt độ chối thiết kế hoặc cho cọc nghỉ 7 ngày rồi đóng kiểm tra lại cho đến khi đạt độ chối thiết kế hoặc có biện pháp xử lý khác thích hợp.
4.2. Đóng kiểm tra lại
- Sau khi cọc nghỉ 7 ngày cho búa đóng lại cọc, đo độ chối và chiều cao rơi búa. Nếu cọc đạt độ chối thiết kế thì ngừng đóng, nếu chưa đạt độ chối thiết kế thì báo cáo với tư vấn thiết kế và tư vấn giám sát để xử lý.
V. CÔNG TÁC ĐÓNG CỌC ĐẠI TRÀ
Sau khi có kết quả cọc thử, tiến hành đóng cọc đại trà theo trình tự đóng hàng cọc xiên trước rồi đóng hàng cọc thẳng sau. Biện pháp đóng cọc đại trà như đóng cọc thử, chỉ khác nhau là không để cho cọc nghĩ mà đóng cọc cho đến khi đạt độ chối thiết kế. Trong quá trình đóng cọc, Nhà thầu theo dõi chặt chẽ, thu thập số liệu ghi chép đầy đủ vào nhật ký đóng cọc và xử lý nếu có sự cố xảy ra. Một số chú ý trong quá trình đóng cọc.
- Trong suốt quá trình đóng cọc cần kiểm tra vị trí của cần, của cọc và quan sát tình trạng của đầu cọc, mũi cọc, khi thấy vật liệu đầu cọc bị hư hại thì phải ghi vào sổ đóng cọc biện pháp bổ cứu, mũi cọc bị hư hỏng phải được kịp thời thay thế. Nếu đầu cọc bị hư hỏng với tình trạng hàng loạt và xét sự hư hỏng đó không phải do nguyên nhân vật liệu xấu gây ra thì cần xem xét lại kỹ thuật đóng cọc đã áp dụng và xét lại chiều sâu đóng cọc trong đất.
- Đối với những hồi búa khởi đầu khi đóng chiều cao nâng búa không vượt quá 0.5m. Đối với hồi đập sau sẽ tăng dần chiều cao nâng búa cho tới chiều cao quy định trong lý lịch của búa. Đối với búa treo rơi tự do, chiều cao nâng búa phải tương ứng với trọng lượng búa, kích thước và vật liệu cọc, điều kiện địa chất.
VI. CÔNG TÁC HÀN NỐI CỌC
Theo TCVN 9394:2012 quy định:
Chỉ bắt đầu hàn nối các đoạn cọc khi:
– Kích thước các bản mã đúng với thiết kế;
– Trục của đoạn cọc đã được kiểm tra độ thẳng đứng theo hai phương vuông góc với nhau;
– Bề mặt ở đầu hai đoạn cọc nối phải tiếp xúc khít với nhau.
Đường hàn mối nối cọc phải đảm bảo đúng quy định của thiết kế về chịu lực, không được có những khuyết tật sau đây:
– Kích thước đường hàn sai lệch so với thiết kế;
– Chiều cao hoặc chiều rộng của mối hàn không đồng đều;
– Đường hàn không thẳng, bề mặt mối hàn bị rỗ, không ngấu, quá nhiệt, có chảy loang, lẫn xỉ, bị nứt…
Chỉ được tiếp tục hạ cọc khi đã kiểm tra mối nối hàn không có khuyết tật.
VII. GHI CHÉP SỐ LIỆU LÀM HỒ SƠ NGHIỆM THU
Trong quá trình thi công đóng cọc cần có mặt cán bộ giám sát thi công và ghi chép những dữ liệu sau:
– Ngày đúc cọc, ngày đóng cọc;
– Số liệu cọc, vị trí và kích thước cọc;
– Chiều sâu đóng cọc, số đoạn cọc và mối nối;
– Loại búa đóng coc, chiều cao rơi búa, số nhát búa/phút;
– Số nhát búa đập để cọc đi được 100cm;
– Số nhát búa đập để cọc đi được 20cm cuối cùng;
– Loại đệm đầu cọc;
– Trình tự đóng cọc trong nhóm;
– Những vấn đề kỹ thuật cản trở công tác đóng cọc theo thiết kế và các sai số;
– Tên cán bộ giám sát và tổ trưởng thi công;
Trong quá trình đóng cọc phải ghi lý lịch cọc thể hiện số nhát búa đập để cọc đi được 1m trong những đoạn đầu và từng 20 cm ở 3m cuối cùng.









